The technique referred to as hard chrome plating consists of deposition of a fine coating of chrome on parts to increase their hardness, enhance their friction properties, and increase their resistance to wear and corrosion.
This deposition is achieved through an electrochemical surface treatment process called hard chrome electroplating. The process uses electrical currents in a chromic acid bath for deposition of a fine hardening and protective layer of metallic chrome on the parts at a thickness ranging from 5 to 150 microns.

Chromium salts based on chromic acid (CrO3 or H2CrO4) are used to enable deposition of metallic chromium. These chemical substances consist of hexavalent chromium (also designated as chrome VI or Cr6+).
This ionic form of chromium has extremely strong oxidizing properties, and consequently it is highly toxic. It is classified as mutagenic, carcinogenic, and reprotoxic. It is hazardous to operators and harmful for the environment.
This hexavalent chromium is present in all stages of production, in acid baths but also in the breathing air, rinsing water, industrial sludges, and in residue on assembly lines. Given its use, this omnipresence of a toxic compound poses serious problems.
This is why many organizations are working to restrict the use of hexavalent chromium, and this means use of the hard chrome plating process as well.
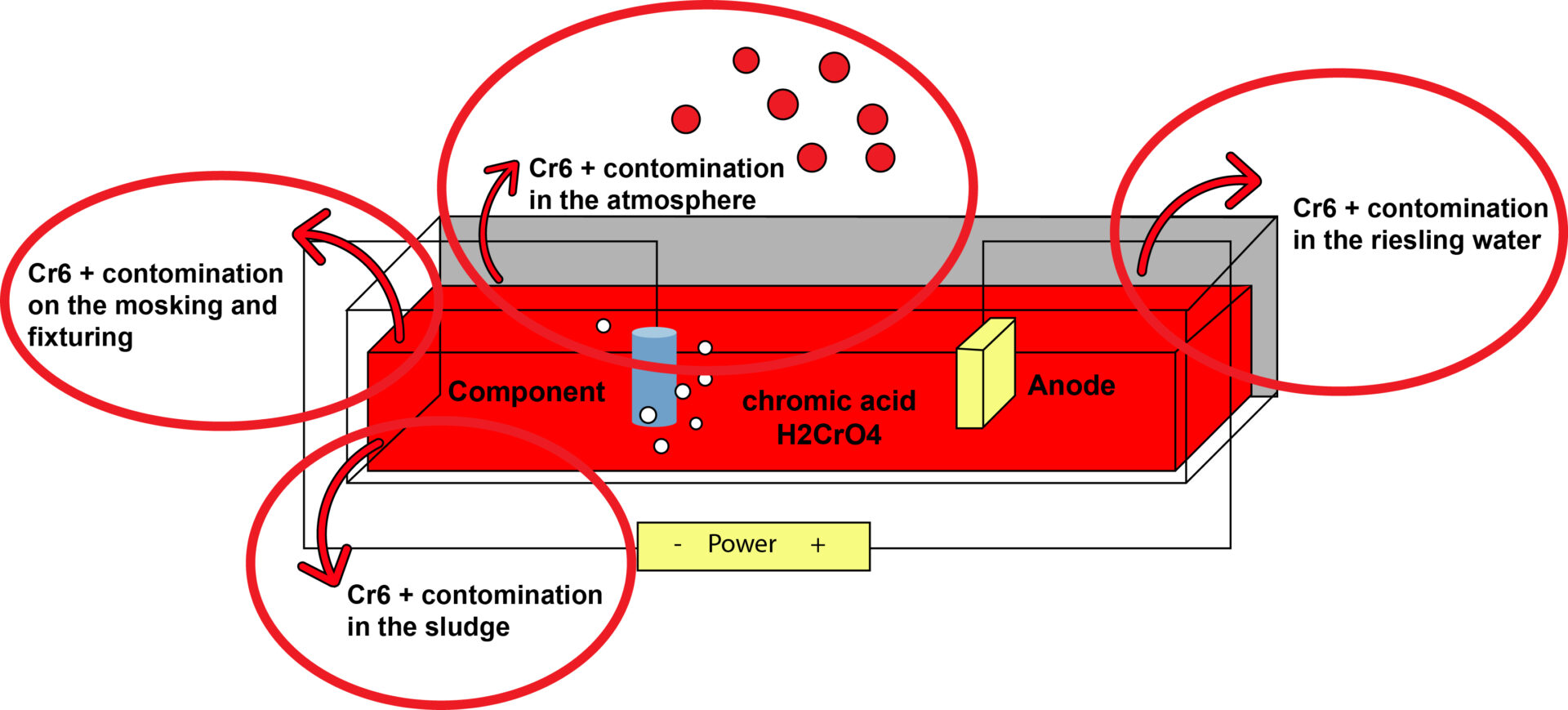
Hard chrome plating bath illustrating the various forms of hexavalent chromium contamination.
This treatment for hardening parts by means of chrome deposition has been widely used for quite some time. The general public is familiar with some examples, such as the hydraulic piston valves of excavators (and other construction machines), automotive engine valves or the chrome-plated rods that act as pivots in a great number of hinged parts.
Given the health and environmental issues associated with hard chrome plating, and at the same time to effectively respond to our customers’ tribological issues, HEF uses high-performance surface treatments referred to as thermochemical treatments.
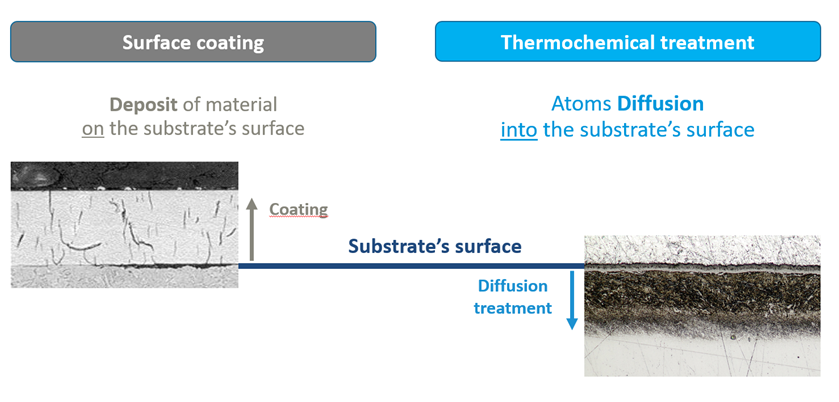
Thermochemical surface treatments modify the surface layer of a material through a combination of chemical reactions and thermal energy.
Thermochemical surface treatments trigger diffusion of atomic elements (boron, carbon, nitrogen, aluminum, etc.) into the interior of the treated surface. This process directly modifies the chemical composition and the microstructure of the material surface. Thus the process imparts the desired properties to the surface.
Please note that unlike hard chrome plating, metallic additives are not deposited on the parts. Instead, the chemical composition of the surface itself is modified, such that the surface acquires the desired hardness and resistance capacities.
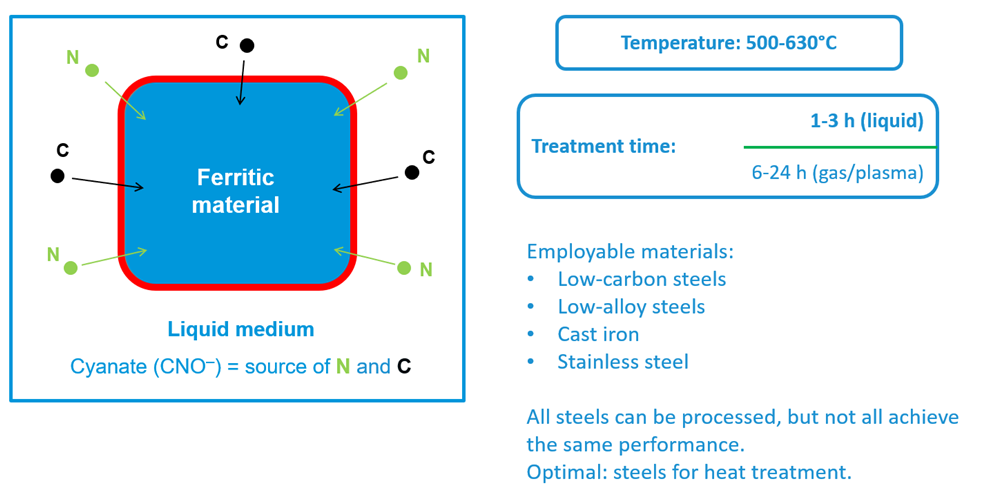
Liquid nitrocarburizing is manifestly the process variant that offers the greatest advantages in tribological systems. In this process, the material is immersed in a cyanate-based (CNO–) bath of molten salts, which is primarily a source of nitrogen with a small amount of carbon as well. The high thermal transfer and the composition of the salts then cause these chemical species to diffuse into the treated material.
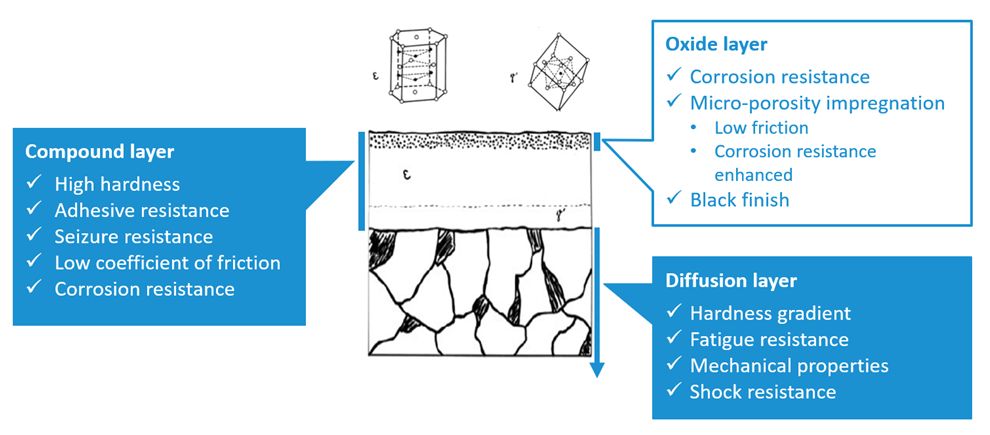
On the extreme surface, the diffused nitrogen reacts with the iron to provide a first layer (referred to as combination layer) of iron nitride. The thickness of this layer depends on the chemistry of the bath, the treatment time (approximately one hour), and the composition of the steel. It is this layer that will help increase the surface hardness of the treated material, however, it will also play a key role in the friction properties and anti-corrosion properties of the nitrided components.
Underneath this combination layer (its thickness varies between 1 and 30 microns) nitrogen diffusion continues, but in increasingly smaller proportions as the depth increases. This is the diffusion layer (from 50 to 500 microns). It is characterized by a gradient of hardness that progressively diminishes to that of the original metal at depth.
This diffusion layer is equally important because its hardness gradient provides fatigue strength to the treated part.
After this nitriding process, HEF adds the possibility of oxidizing a very thin layer of treated surface to its treatment line. This oxidizing will also provide high resistance to corrosion and it prolongs and maintains the hydrodynamic lubrication conditions. This in turn, delays the risk of critical wear for parts subjected to friction forces under high load, in the event that the lubricating film tears.
This process also changes the visual appearance of the treated part. Instead of being bright and mirror-like with the old chrome coating, parts will now be gray (if they have not gone through an oxidation stage), or black if they have been oxidized (through formation of iron oxide (magnetite 304), which is highly stable against corrosion).
In conclusion, nitrocarburizing treatment equals or even surpasses the industrial advantages offered by chrome (better resistance to wear and corrosion, superior friction properties with similar economic competitiveness), and it provides supplemental mechanical properties, such as fatigue strength and greater flexural strength (given the depth of diffusion into the material). Moreover, unlike chrome, there is no flaking of the coating (because there is no coating).
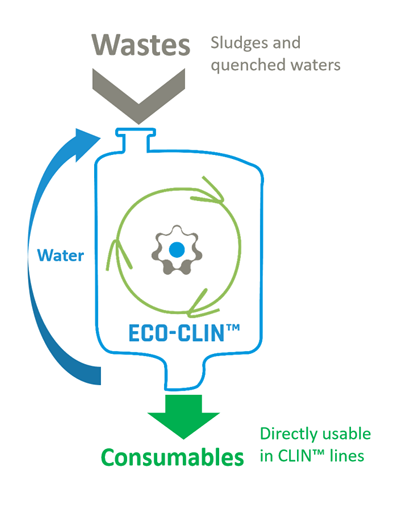
Finally, this technique is also a response to environmental concerns, since it operates in liquid media, media that HEF is able to recycle for recreating these salt baths that can be used directly on the production lines, and this means:
- Reduced impact on natural resources,
- Long-term, increased competitiveness of the treatment. As a matter of fact, these advantages enable HEF as well as our customers to reduce dependency in terms of risk, due to the increasing costs of consumables and primary materials.
- A local manufacture of consumables, as close as possible to production lines throughout the world. This in turn limits the CO2 footprint of consumables by reducing the need to transport them.
- Reuse and recycling of 99% of byproducts: by re-injecting the recycled salts directly into production and by recycling the other byproducts that arise in operation into materials that can be used in industrial applications (in the cement industry, in particular).
Thus, by means of the innovative ECO-CLIN™ process, CLIN™ technologies will eventually generate zero ultimate waste, and will, in fact, become the nitrocarburizing technologies with the lowest environmental impact.